Unveiling the Power of Snowpark: Revolutionizing Data Processing
According to the Forbes Survey, over 80% of enterprise business operations leaders say data integration is critical to ongoing operations.
This means that organizations are continuously seeking innovative ways to integrate, process, and analyze their data effectively and efficiently. One of the emerging technologies that has received attention from various organizations is Snowpark. It is a powerful data integration tool developed by Snowflake.
Snowpark is designed to provide a seamless and comprehensive solution for processing and integrating data within the Snowflake platform. This article will delve into the key features, benefits, and real-time examples of Snowpark in the process of data integration.
What is Snowpark?
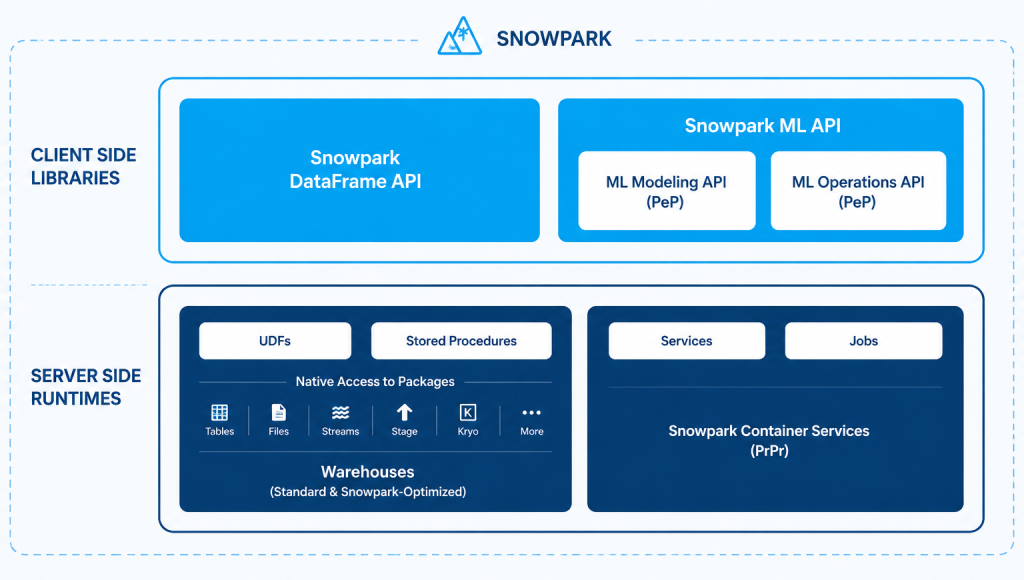
Snowpark is a data integration framework that empowers data engineers, data scientists, and analysts to perform advanced data processing and integration tasks directly within the Snowflake data warehouse environment. It serves as a bridge between the traditional data warehousing capabilities of Snowflake and the flexibility of modern programming languages like Java and Scala.
Snowpark enables users to write custom code, create complex transformations, and integrate third-party libraries, all while leveraging the power and scalability of Snowflake’s architecture. With its advanced features, Snowpark eliminates the need for complex data transfers, accelerates processing speeds, and provides seamless data integration operations.
“30% of Snowflake’s customers utilize Snowpark, resulting in an estimated aggregate of 15 million weekly queries” – Snowflake”
Features that Set Snowpark Apart
Let’s understand Snowpark with a simple example. Imagine Snowpark as a super-smart chef in a kitchen full of different ingredients. You, the chef, want to make a delicious meal (answer or insights) using some ingredients (data), but they come in all sorts of shapes and sizes. Snowpark is like your magical assistant chef who knows how to chop, slice, and mix everything perfectly. So, it prepares the mixes and prepares the items (well-curated and fetched insights) to help you cook a perfect dish (reports). Hence, Snowpark takes different types of data from different data sources and blends them together in Snowpark so you can get valuable information without the hassle.
In addition to this, Snowpark offers a range of exceptional features designed to simplify your data transformation tasks. Let’s explore these features:
In-Memory Processing
Snowpark uses the power of in-memory processing to transform data and perform calculations in the system’s memory. This results in lightning-fast processing speeds, enabling real-time analysis and reducing the latency of data integration.
Polyglot Programming Support

With Snowpark, developers can write data transformation code using acquainted programming languages consisting of Java, Scala, and Python. This flexibility allows companies to leverage their present developer skills pool and expedite the adoption of the generation.
Integration with Snowflake’s Data Cloud

Snowpark seamlessly integrates with Snowflake’s Data Cloud, making it an integral part of the Snowflake platform. This synergy allows users to easily move between information transformation and analysis levels, all inside an equal environment.
Parallel Processing

Snowpark employs parallel processing abilities, distributing statistics changes across clusters for optimized performance. This parallelism is, in particular, valuable for handling huge-scale datasets efficiently.
Native Access to Snowflake’s Features

Snowpark presents local admission to Snowflake’s capabilities and functionalities, ensuring that users can take advantage of Snowflake’s widespread protection, scalability, and records-sharing capabilities.
Explore How Snowpark Makes a Difference
By seamlessly integrating with Snowflake’s capabilities, Snowpark opens doors to enhanced efficiency, collaboration, and insights, all within a familiar environment. So, let’s explore the key advantages that Snowpark brings to the table, revolutionizing the way organizations harness and leverage their data.
1. AI and Machine Learning (ML)
AI and ML play an important role in manufacturing analytics by helping teams make sense of large volumes of fast-moving data coming from equipment sensors, process logs, and quality reports. These technologies can find complex patterns and connections that are hard to spot with traditional analysis, allowing for quicker, smarter decisions on the production floor.
Key Applications
- Batch Failure Prediction: By using machine learning models to analyze historical production data, manufacturers can discover which factors like machine temperature, shift timing, or specific material lots are most often linked to batch failures or deviations. These predictive insights help teams take early action to avoid producing batches that fall outside of quality standards.
- Contamination Risk Detection: AI systems can continuously track environmental data such as air quality, cleanroom pressure, and raw material conditions. If the system finds something unusual like a drop in air purity or a change in raw material quality, it can send early alerts through real-time analytics dashboards. These warnings help prevent contamination, reduce the risk of batch loss, and keep clinical trials on schedule and in compliance.
2. IoT and Smart Sensors
The Internet of Things (IoT) connects manufacturing equipment and cleanroom environments through smart sensors that send data continuously. This constant flow of information feeds directly into manufacturing analytics systems, helping teams monitor conditions in real time and respond quickly when needed.
Key Applications
- Environmental Monitoring: Sensors collect real-time data on temperature, humidity, and pressure, critical factors for ensuring drug stability and sterility, especially for sensitive products like biologics and injectables. This data is visualized through analytics dashboards, allowing teams to track trends and maintain control.
- Automated Alerts and Logs: When any reading goes beyond its acceptable range, this system immediately sends alerts and logs the event with a timestamp. These logs are not only valuable for quick action but also for audit trails and quality investigations.
3. Digital Twins
A digital twin is a virtual model of a real-world manufacturing process, built using real-time and historical data. It allows teams to simulate, analyze, and improve operations without disrupting actual production. Connected to analytics platforms, digital twins turn raw data into valuable insights for process optimization.
Key Applications
- Process Simulation: Before moving a process from lab to large-scale production, teams can run simulations to test different settings like temperature, mixing speeds, or ingredient ratios. Digital twins help evaluate outcomes and identify the best combination for consistent results.
- Formulation Scaling: Digital twins reduce the need for trial-and-error during scale-up. By analyzing data from both R&D and early production runs, they guide adjustments that minimize variability and improve quality across batches.
4. Cloud-Based Analytics Platforms
Cloud platforms centralize all data, such as production, quality, supply chain, and maintenance, into a unified, accessible, and scalable system.
Key Applications
- Cross-Site Visibility: With manufacturing spread across geographies, cloud platforms provide a single view of operations, enabling better coordination among teams at different plants, contract manufacturers (CMOs), and trial sponsors.
- Real-Time Collaboration: Cloud-based dashboards and analytics tools allow stakeholders (QA, operations, regulatory, and clinical) to access insights from anywhere, accelerating decision-making and issue resolution.
Make Clinical Trials Smarter with DiLytics Manufacturing Insight Solution
At DiLytics, we understand that clinical trials depend not only on scientific innovation but also on manufacturing precision. That’s why we bring deep expertise in data analytics to help pharmaceutical companies transform data into actionable insights that drive consistency, quality, and compliance in the manufacturing process.
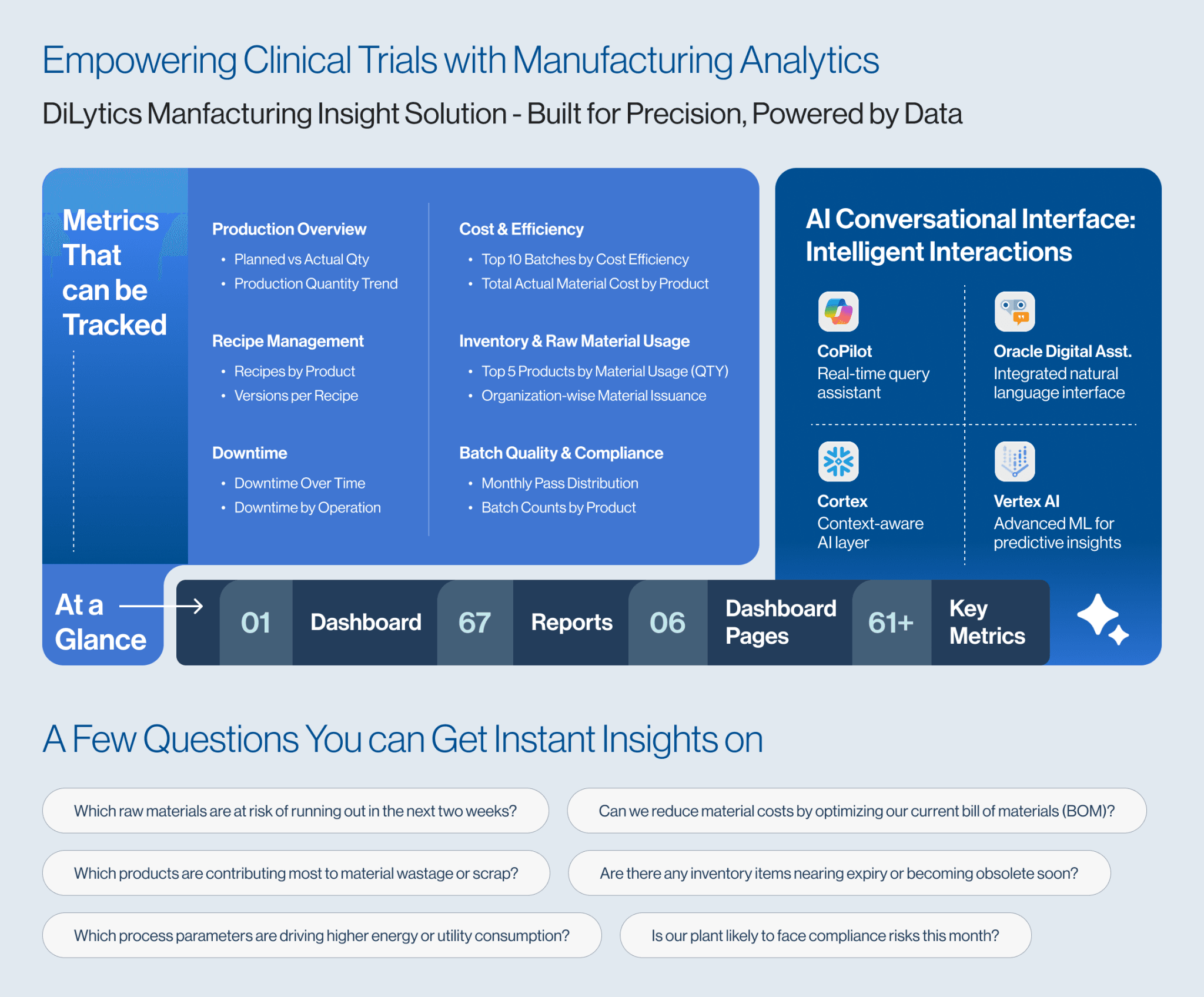
To ensure your clinical trials are built on a foundation of consistent, compliant, and high-quality drug manufacturing, DiLytics offers the Manufacturing Insight Solution – a powerful, pre-built analytics platform tailored for pharmaceutical and life sciences industries. Equipped with pre-packaged business metrics, dashboards, reports, and KPIs, it integrates seamlessly with ERP and MES systems to transform raw shop-floor data into actionable intelligence. With this solution, you can:
- Predict and plan smarter by simulating production outcomes based on fluctuating demand or material delays
- Gain tighter control over material costs by identifying high-cost components and uncovering opportunities for optimization
- Stay informed with real-time inventory visibility, including expiry alerts and wastage tracking
- Gain full visibility into production progress, exceptions, and timelines with batch-level insights
Success Story: Insights to Spot Business Process Improvement Opportunities
A global biotech company specializing in rare genetic therapies struggled with limited visibility into key manufacturing data, leading to inefficiencies and delays in decision-making. DiLytics implemented Oracle Manufacturing Analytics, integrating data from Oracle E-Business Suite (EBS) and Advanced Supply Chain Planning (ASCP). The solution delivered real-time insights into production, materials, and inventory, enabling faster decision-making, streamlined reporting, and proactive issue management. This empowered the manufacturing team to identify bottlenecks, optimize processes, and improve overall efficiency.
To read the full story, click here.
Achieve Complete Insights Into Your Data
Discover how smarter insights can improve accountability, efficiency, and decision-making.
Final Thoughts: Manufacturing Intelligence Is the Bridge to Better Clinical Outcomes
Clinical trials demand precision and consistency, even small changes in ingredients, processes, or equipment can lead to delays, higher costs, or risks to patient safety. This is where manufacturing analytics makes a big difference. By turning complex production data into clear insights, analytics helps pharma companies find issues early, prevent deviations, and stay aligned with regulations. Instead of reacting after problems occur, teams can predict, prevent, and optimize, moving medicines from lab to patient faster and more reliably.
With a pre-built solution like DiLytics Manufacturing Insight, this becomes even easier. Instead of spending months creating custom tools, pharma teams can instantly use ready-made dashboards built specifically for pharmaceutical manufacturing. These dashboards provide visibility into batch consistency, yield, cycle times, and quality metrics, all while following industry best practices and regulatory standards. The result? Streamlined operations, data-backed decisions, and a stronger compliance foundation.
Ready to explore how DiLytics can support your clinical and operational goals? Let’s connect for a quick conversation.
Frequently Asked Questions (FAQs)
Q1: Why is manufacturing analytics important before a clinical trial?
Answer: Clinical trials rely on consistent, high-quality drug formulations. Manufacturing analytics helps ensure that every batch meets the required quality standards, reducing the risk of delays, regulatory issues, or patient safety concerns.
Q2: How does real-time monitoring impact clinical trial success?
Answer: Real-time monitoring provides immediate visibility into production conditions, helping detect deviations early. This ensures drugs used in trials are produced under optimal conditions and remain stable and effective.
Q3: Can small biotech firms benefit from manufacturing analytics?
Answer: Absolutely. Manufacturing analytics solutions can be tailored to fit the needs of startups and mid-sized companies, providing the same quality and compliance benefits without enterprise-level complexity.
Q4: How does manufacturing analytics support regulatory compliance?
Answer: It automates data capture, tracks batch histories, and maintains audit trails, making it easier to comply with FDA, EMA, and GxP standards.
Q5: What role do digital twins play in clinical manufacturing?
Answer: Digital twins simulate manufacturing processes to identify the best production parameters before scaling up. This improves formulation consistency and reduces the risk of trial failure.